VAN BLOEI (SUZHOU) MATERIALEN CO., LTD
De houding is Everything.Details bepaalt Succes of Mislukking.
|
| Plaats van herkomst: | Jiangsu, China |
| Merknaam: | BlM |
| Certificering: | ISO |
| Modelnummer: | aangepast |
| Productbeschrijving: | Parallell Twin Extuder onderdelen | Materialen: | 45#Staal+Wr13 |
|---|---|---|---|
| Hardheid: | HRC 58-62 | Toepassing: | Productie van PVC-PP-HDPE-folie en -platen |
| Charactors: | Hoge slijtage-Weerstand | ||
| Hoog licht: | HDPE Vat van de Film het Parallelle Tweelingschroef,Parallel Tweeling de Schroefvat van de bladextruder,Veelvoudig de Extrudervat van de Voer Tweelingschroef |
||
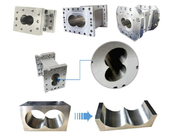
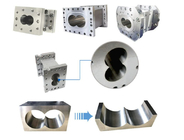
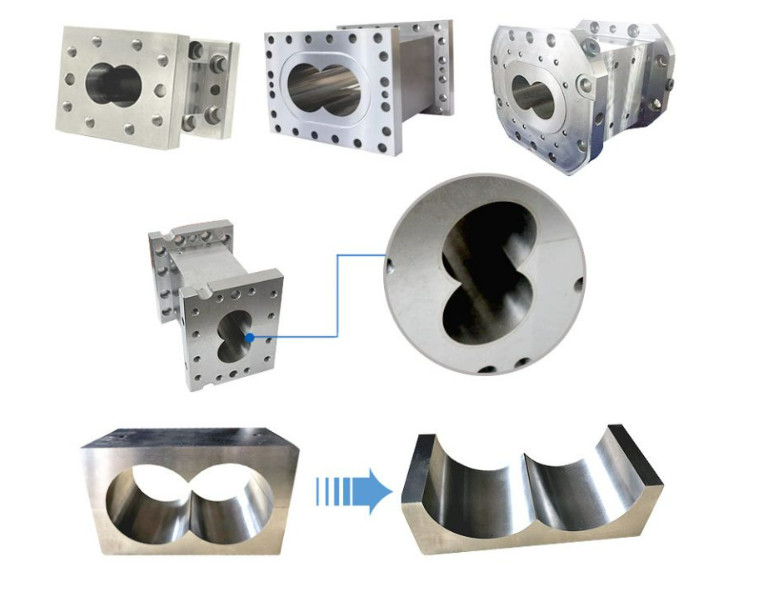
Parallelle twee-schroef-extruder: onderdelen voor de productie van PVC-PP-HDPE-folie en -platen
1. Invoering van vaten:
Het wordt veel gebruikt in verschillende industrieën, zoals XPS-extruder, PS-granulator, PE-pijplextrusie-machine.Vanwege het verschil in grondstoffenBijvoorbeeld wanneer sommige glasvezelmaterialen worden geëxtrudeerd, is de slijtage groter en is de kloof tussen de schroef en de vaten strikt vereist.de balans tussen slijtvastheid en kosten moet volledig in overweging worden genomen
Wij produceren vaten voor co-roterende twee-schroef extruders van 15,6 mm tot 400 mm en meer.Onze productie is gespecialiseerd in vaten voor twee schroeven extruders en is geoptimaliseerd voor flexibele bestelverwerking.
2. Soorten vaten
Klassificatiestandaard: Ontwerpgeometrie Klassificatiestandaard: Met of zonder binnenkant
* Voedingsvat * Vaste vat
* Gesloten vat * Vaten met Linners
* Luchtvat
* Combivat
* Uitgebreide ontgassingsvat
* Combivat met achteruitluchting
![]()
3. Standardvatparametertabel
![]()
|
Nee, dat is niet zo. |
Model |
L*W*H(MM) |
Hooldiameter/Φ ((MM) |
Centrale afstand/D ((MM) |
|
1 |
20 |
132 * 115 * 105 |
Φ23 |
18.4 |
|
2 |
30 |
120*135*115 |
Φ30.6 |
26 |
|
3 |
35 |
140*140*120 |
Φ36 |
30 |
|
4 |
36 |
150*160*140 |
Φ36 |
30 |
|
5 |
40 |
160*175*145 |
Φ41.6 |
34.5 |
|
6 |
50 |
190*190*150 |
Φ51 |
42 |
|
7 |
52 |
210*200*155 |
Φ52 |
43 |
|
8 |
53 |
220*210*160 |
Φ53.3 |
48 |
|
9 |
58 |
240 x 220 x 175 |
Φ58 |
48 |
|
10 |
60 |
240 * 210 * 170 |
Φ60 |
52 |
|
11 |
65 |
240 * 210 * 170 |
Φ63 |
52 |
|
12 |
75 |
290*260*200 |
Φ71.8 |
60 |
|
13 |
85 |
320*280*215 |
Φ81.9 |
67.8 |
|
14 |
92 |
360*310*240 |
Φ92 |
78 |
|
15 |
95 |
360*310*240 |
Φ94 |
78 |
|
16 |
110 |
420*330*240 |
Φ109 |
91.5 |
|
17 |
125 |
500*390*290 |
Φ125 |
98 |
|
18 |
135 |
520*440*340 |
Φ134 |
110 |
4. Materialen voor vaten:
We gebruiken verschillende soorten materialen voor vat volgens verschillende toepassing.
Normaal gesproken zijn er twee hoofdsoorten materialen, het ene is HIP poeder gereedschapstaal, en het andere is speciaal staal.
Vastvatbaar vat:
Vaten, met uitzondering van vaten van de soort bedoeld bij onderverdeling No. 8
* gemaakt van PM-HIP vaste stof * WR13
Door nauw samen te werken met klanten bij de keuze van optionele materialen, kunnen we slijtage en bijbehorende kosten minimaliseren.
5Productieapparatuur
Momenteel bedraagt de fabriek van het bedrijf meer dan 3000 vierkante meter en zijn er nog eens 3000 vierkante meter aan het plannen en ontwerpen.betrekking heeft op het volledige productieproces van materiaalonderzoek en -ontwikkelingHet bedrijf heeft 6 technische personen, meer dan 40 werknemers en meerdere geïmporteerde productie- en testapparatuur uit Taiwan en Duitsland.
Hoe de extrudervat schoon te maken
Het reinigen van de extrudervat is een essentiële onderhoudsopdracht om optimale prestaties te garanderen en verontreiniging tussen verschillende materialen te voorkomen.Hier zijn enkele algemene stappen om een extrudervat schoon te maken:
Houd er rekening mee dat u altijd de specifieke richtlijnen van de fabrikant van de extruder moet volgen voor de juiste reinigingsprocedures en voor alle bijzondere overwegingen met betrekking tot uw apparatuur.
![]()
6. Kwaliteitscontrole
De testapparatuur is als volgt:
drie coördinatendetectoren, meetinstrumenten voor dimensionale afbeeldingen, metallografische analysatoren, ultrasone foutdetectoren, elementaanalysatoren en vele andere basistestmachines.Dat kan de kwaliteit bevestigen die we aanboden..
![]()
7Waarom ons kiezen?
1) Onafhankelijk onderzoek en ontwikkeling van materialen en processen kunnen de prestaties en het proces van materialen in maximale mate garanderen,en de levensduur verlengen in vergelijking met gewone producten, terwijl de belangrijkste leverancier op de markt alleen grondstoffen voor bewerking koopt.
![]()
2) Zelfstandig het proces van de belangrijkste producten te ontwikkelen en het oude proces voortdurend te verbeteren en te verbeteren om de beste productprestaties te bereiken.
Bijvoorbeeld, we veranderden het productieproces voor tonenvoering en voering van sinteren naar spuitlassen, waardoor de levensduur van het product 3-5 keer toenam dan normale producten.
![]()
3) Continu verbeteren en optimaliseren van het uiterlijk van de composietschaal, waardoor de levensduur van de producten aanzienlijk is verbeterd.We hebben de Composite laag veranderd van dunne 8 vorm naar elliptische vlakke hoek vorm, waardoor de levensduur van het product sterk is verlengd.
![]()
Hoe de extrudervat schoon te maken
Het reinigen van de extrudervat is een essentiële onderhoudsopdracht om optimale prestaties te garanderen en verontreiniging tussen verschillende materialen te voorkomen.Hier zijn enkele algemene stappen om een extrudervat schoon te maken:
Het wordt aanbevolen om de extruder te zuiveren met een soortgelijke hars.Dit helpt het resterende materiaal eruit te duwen en bereidt het vat voor op grondig reinigen.
Ontmantelen: Afhankelijk van het ontwerp van uw extruder moet u de loop misschien ontmantelen.Volg de fabrikant's instructies of raadpleeg de handleiding van de apparatuur om eventuele afneembare onderdelen veilig te verwijderen.
Verwijder restmateriaal: gebruik een schraper of een borstel om los of gedeeltelijk gesmolten materiaal van het binnenste oppervlak van het vat te verwijderen.
In reinigingsoplossing weken: Bereid een reinigingsoplossing voor die geschikt is voor het soort materiaal dat wordt verwerkt.De meest gebruikte oplossingen zijn een mengsel van chemische oplosmiddelen of commerciële zuiveringsmiddelen. Laat de vatonderdelen gedurende de door de fabrikant aangegeven aanbevolen tijd in de reinigingsoplossing weken.
Mechanische reiniging: Na het weken schrob je met een borstel of een reinigingsstok het binnenste oppervlak van het vat af om vasthoudende restjes te verwijderen.
Spoelen: Spoel de vaten grondig met water om eventuele resterende reinigingsoplossing of restanten te verwijderen.
Drogen en opnieuw monteren: Laat de loopdelen volledig drogen voordat u ze opnieuw montageert.
Eindspoeling: Voordat de productie wordt hervat, wordt een eindspoeling uitgevoerd met behulp van de juiste hars om eventuele sporen van de reinigingsoplossing of restanten die in het vat kunnen blijven, te verwijderen.
Welkom bij het onderzoek:
BLOOM ((suzhou) Materials Co., Ltd.
Contactpersoon: mevrouw Miranda
Tel: 0086-15250395817
Email: sales1@ttxalloy.com
Fax: 86-512-89598069
Contactpersoon: Miranda
Tel.: +8615250395817
Opgepoetste Duplex 2205 Ronde Bar, S31803-Hoog de Legeringsstaal van de Roestvrij staal Rond Bar
Legerings Duplexplaat 2507 met Superieure Chloride het Kuiltjes maken in Weerstand
S32900 Duplexroestvrij staalbar/Staaf voor Ontziltingsmateriaal
S32760 de Stroken van het Roestvrij staalmetaal met de Weerstand van de Erosiecorrosie
15-5 PH Verhardende het Roestvrije staaluns S15500 Rang van de Barprecipitatie voor Kernafvalvaten
Hoge Hardheid 17 4 Staalplaat, 17 4ph-Plaat voor Schacht en het Dragen
Lage Koolstofinhoud 17 7PH-Plaat met Superieure Lasbaarheid de Dichtheid van 0,282 Pond/Inch3-
Roestvrij staal Inconel 625 Bar met Spanningscorrosie het Barsten Weerstand
8mm100mm de Plaat van de het Nikkellegering van Dikteinconel, Inconel 718 de Rand van de Plaatmolen
Speciale Metalen Inconel 718 Bar, Nikkellegering 718 met het Einde van Bewerkbaarheid
Prachtig Machinaal bewerkend en Lassend Inconel 625 het Materiële Type van Nikkelplaat